
Indonesia waste incineration plant powder conveying pump jointly creating a green and harmonious world
当然,下面是关于印度尼西亚垃圾焚烧厂发展情况的英文内容:
**Development of Waste Incineration Plants in Indonesia**
Indonesia, an archipelago nation with a population exceeding 270 million, has been grappling with substantial waste management challenges due to rapid urbanization and industrial growth. The country generates approximately 640,000 tons of waste daily, with only around 13% being properly managed. To address this issue, the Indonesian government has been exploring various waste management strategies, one of which includes the development of waste incineration plants.
**Current Status and Challenges**
As of recent years, there are several operational waste incineration plants in Indonesia, primarily located in densely populated areas such as Jakarta, Surabaya, and Bali. These facilities aim to reduce the volume of solid waste, generate electricity, and minimize landfill usage. However, the journey towards widespread adoption of waste-to-energy (WtE) technology has faced numerous challenges:
1. **High Initial Investment Costs**: Building waste incineration plants requires significant capital investment. Many local governments and private investors find it difficult to secure the necessary funding.
2. **Technical Expertise and Maintenance**: Proper operation and maintenance of incineration plants require specialized technical knowledge and skills, which are currently limited in Indonesia.
3. **Public Opposition and Environmental Concerns**: There is considerable public resistance due to concerns about air pollution and dioxin emissions from incineration processes. Environmentalists also argue that incineration should not be prioritized over recycling and composting.
4. **Inconsistent Waste Composition**: The composition of municipal solid waste in Indonesia varies widely, often containing high levels of moisture and organic matter, which can complicate the incineration process and reduce efficiency.
**Government Initiatives and Future Prospects**
Recognizing the need for sustainable waste management solutions, the Indonesian government has initiated several programs to support the development of waste incineration plants:
1. **Policy Support**: The government has introduced policies and regulations to encourage the adoption of WtE technologies, including tax incentives and subsidies for waste management projects.
2. **Public-Private Partnerships (PPP)**: The government is actively promoting PPP models to leverage private sector expertise and investment in building and operating waste incineration facilities.
3. **Capacity Building**: Efforts are underway to enhance local technical capabilities through training programs and collaborations with international experts.
4. **Community Engagement and Education**: Public awareness campaigns are being conducted to educate citizens about the benefits and safety of modern waste incineration technologies.
**Conclusion**
While the development of waste incineration plants in Indonesia faces significant hurdles, ongoing government initiatives and increasing environmental awareness hold promise for future advancements. By addressing technical, financial, and social challenges, Indonesia can move closer to achieving effective and sustainable waste management practices.

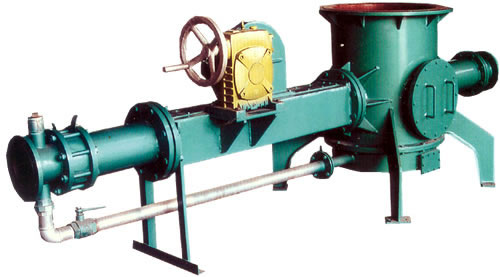
The working principle of a powder conveying pump and its operating conditions are as follows:
### Working Principle:
A powder conveying pump, also known as a pneumatic conveying system, utilizes air or another gas to transport bulk materials such as powders, granules, and pellets from one location to another. The process involves several key steps:
1. **Material Introduction**: Bulk material is fed into the hopper at the inlet of the conveying system.
2. **Air-Material Mixture**: An air stream is introduced to entrain the material. This can be achieved through positive pressure (blow) or negative pressure (suction).
3. **Conveying**: The air-material mixture is then transported through a pipeline to the desired destination.
4. **Separation**: At the outlet, the material is separated from the air, often using cyclones or filters.
5. **Discharge**: The separated material is collected, while the cleaned air is either vented to the atmosphere or recirculated back into the system.
### Operating Conditions:
To ensure optimal performance and efficiency, certain operating conditions must be maintained:
1. **Air Pressure and Flow Rate**: Adequate air pressure and flow rate are crucial for effective material transportation. These parameters depend on factors like material properties, pipeline length, and elevation changes.
2. **Material Characteristics**: The type, size, density, and moisture content of the material can significantly impact the conveying process. Materials with high moisture content or cohesiveness may require special handling.
3. **Pipeline Design**: Proper design of the conveying pipeline, including diameter, layout, and bends, minimizes material degradation and ensures smooth flow.
4. **Maintenance**: Regular maintenance of the conveying system, including cleaning of filters and inspection of pipelines, prevents blockages and ensures continuous operation.
By adhering to these principles and conditions, a powder conveying pump can efficiently transport bulk materials over various distances and terrains, making it an essential tool in industries such as pharmaceuticals, food processing, and chemical manufacturing.
针对垃圾焚烧厂的输送问题,粉体输送泵提供了一个高效且环保的解决方案。以下是关于粉体输送泵解决方案的英语内容:
---
**Solution for Conveying Issues in Waste Incineration Plants: Powder Conveying Pump**
Waste incineration plants face significant challenges in the handling and transportation of waste materials. Traditional conveying methods, such as belt conveyors or pneumatic systems, often struggle with issues like clogging, dust emissions, and high maintenance costs. However, powder conveying pumps offer a superior alternative that addresses these problems effectively.
### Benefits of Powder Conveying Pumps
1. **Efficiency**: Powder conveying pumps utilize positive displacement technology to ensure consistent and reliable material transfer. This means that they can handle a wide range of materials, including fine powders and granular substances, without clogging or loss of conveying capacity.
2. **Environmental Compliance**: One of the key advantages of using powder conveying pumps is their ability to operate with minimal dust emissions. This is crucial for waste incineration plants aiming to meet stringent environmental regulations. The enclosed system of these pumps helps contain dust and other particulate matter, reducing the risk of air pollution.
3. **Low Maintenance**: Unlike traditional conveying systems that require frequent cleaning and maintenance due to clogging and wear, powder conveying pumps are designed for durability and low maintenance. Their simple design and robust construction make them ideal for continuous operation with minimal downtime.
4. **Versatility**: Powder conveying pumps can be customized to fit the specific needs of different waste incineration processes. Whether it's handling hazardous materials or corrosive substances, these pumps can be engineered with materials and coatings that resist wear and chemical attack.
5. **Cost-Effectiveness**: While the initial investment in a powder conveying pump may be higher compared to traditional systems, the long-term savings from reduced maintenance, lower energy consumption, and improved efficiency make it a cost-effective solution. Additionally, the reduction in dust emissions can lead to lower fines and penalties associated with environmental non-compliance.
### Implementation of Powder Conveying Pumps
To implement powder conveying pumps in a waste incineration plant, it is essential to conduct a thorough assessment of the existing conveying system and identify areas where improvements can be made. This includes evaluating the types of materials being transported, the distance and elevation changes involved, and any specific environmental or safety requirements.
Once the assessment is complete, a suitable powder conveying pump model can be selected based on factors such as flow rate, pressure requirements, and material compatibility. Installation should be carried out by experienced technicians to ensure proper integration with the existing system and to minimize disruption to operations.
### Conclusion
Powder conveying pumps represent a highly effective solution for addressing the conveying challenges faced by waste incineration plants. By offering improved efficiency, environmental compliance, low maintenance, versatility, and cost-effectiveness, these pumps provide a sustainable and reliable alternative to traditional conveying methods. Investing in powder conveying pumps can help waste incineration plants optimize their operations, reduce environmental impact, and achieve greater overall productivity.
---
Overall, the contribution of powder conveying pumps to environmental protection cannot be overlooked. Their efficient material transportation methods significantly reduce dust pollution during the transport process, providing strong support for the construction of a green and eco-friendly industrial environment. In the future, we look forward to powder conveying pump technology playing an even greater role in the field of environmental protection, promoting the harmonious coexistence of industrial production and environmental conservation.